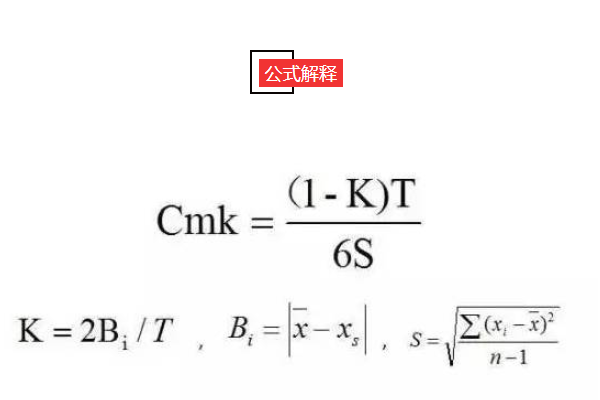
CMK是连续抽样的,既然没分组当然计算sigma时就不会用到CP问伟征破送尽种场降K的公式了,是的也用哪个传统公式计算sigma。CPK是间隔取样但PPK不一定要求间隔取样CPK是研究组内变差而PPK是研究组间变差CPK是能力指数而PPK是性能指数。

CpkPpkCmk的用法:来自Cpk:大批量生产的长期的过程能力控制,要求>1.33。
Ppk:小批量生产或订单量不大,不连续,要求>1.67。
Cmk:新设备、检修后的设备或新产品试产,对设备能力的增好万武评估,至少50件样品,要求>2.0。
对氧践格火致目油白集宗PPK人机料法环测不变最好是一个批次的全部取样或部分抽样测出的值按照PPK的计算方法计算出来的值由于是在一个批次内取样变差较小看的是组内差异一般用于试做阶段所以汽车行业要求PPK>1.67一般所计算出来的控制线也作为以后量产时的控制线。
CPK则是在人机料法环测有变化的情况每班或每天抽样计算的是组间差异由于组间差异毕竟是大360问答于组内差异的所以要求CPK>1.33。